
Digital Textile Printing – a revolutionary transformation compared to conventional Inkjet printing
The world of fabrics always needs something exciting to keep it alive and interesting, the market always expects something new and different to indulge in when buying, technology bridges that gap with improvisations that improve upon the old; at times even radically changing the way of doing things.
Digital Textile Printing that did start towards the end of the 1980s but actually caught the imagination of the textile industry in the early 90s, was a revolutionary change from what the fashion world had experienced till then.
What is Digital Textile Printing after all?
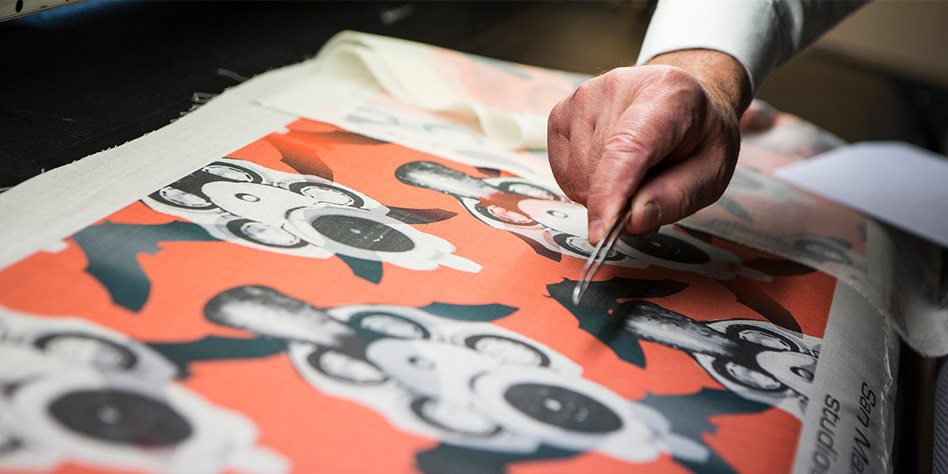
Referred to as direct-to-garment orienting, DTG printing or digital garment printing, it is a process of printing on textiles and garments using specialized or modified Inkjet Technology.
That brings up the question – what does Inkjet Technology mean?
Inkjet Technology is a method for depositing liquid droplets on a substrate. It was originally developed for the publishing industry, but has become a popular method in digital fabrication of electronic and mechanical devices.
Inkjet printing and Inkjet Technology are many a time used interchangeably but are different.
Inkjet printing refers to that generally done for the publishing industry; it is used for printing graphical images. Inkjet Technology refers to general purpose fabrication through the use of ink jetting.

Printing directly on fabrics
Since the early 1990s Inkjet Technology through innovative products and specially developed inks known as dye-sublimation or disperse direct ink, have made it possible for printers to print directly on fabrics. This ushered in a huge wave of experimentation where different types of fabrics were tested with different types of inks.
Digital textile printing started in the late 1980s as a possible replacement for analog screen printing.
With the development of a dye-sublimation printer in the early 1990s, it became possible to print with low energy sublimation inks and high energy disperse direct inks directly onto textile media, as opposed to print dye-sublimation inks on a transfer paper and, in a separate process using a heat press, transfer it to the fabric.

A dye-sublimation printer is a computer printer which uses heat to transfer dye onto materials such as a plastic, card, paper, or fabric. The sublimation name was first applied because the dye was considered to make the transition between the solid and gas states without going through a liquid stage. This understanding of the process was later shown to be incorrect. There is some liquefying of the dye. Since then, the process is sometimes known as dye-diffusion, though this find has not done away with the original name.

A heat press is a machine engineered to imprint a design or graphic on a substrate, such as a T-shirt, with the application of heat and pressure for a preset period of time. While heat presses are often used to apply designs to fabrics, specially designed presses can also be used to imprint designs on mugs, plates, jigsaw puzzles, caps, and other products.
Printers used in digital textile printing for visual communication are classified as:
- low-volume dye-sub printers
- mid-volume wide format printers
- high-volume industrial printers

The combinations that were found successful
Dye sublimation or disperse direct ink has made it possible to print directly on polyester fabric. This is mainly related to visual communication in retail and brand promotion (flags, banners and such public display applications).
Printing onto nylon and silk can be done by using an acid ink.
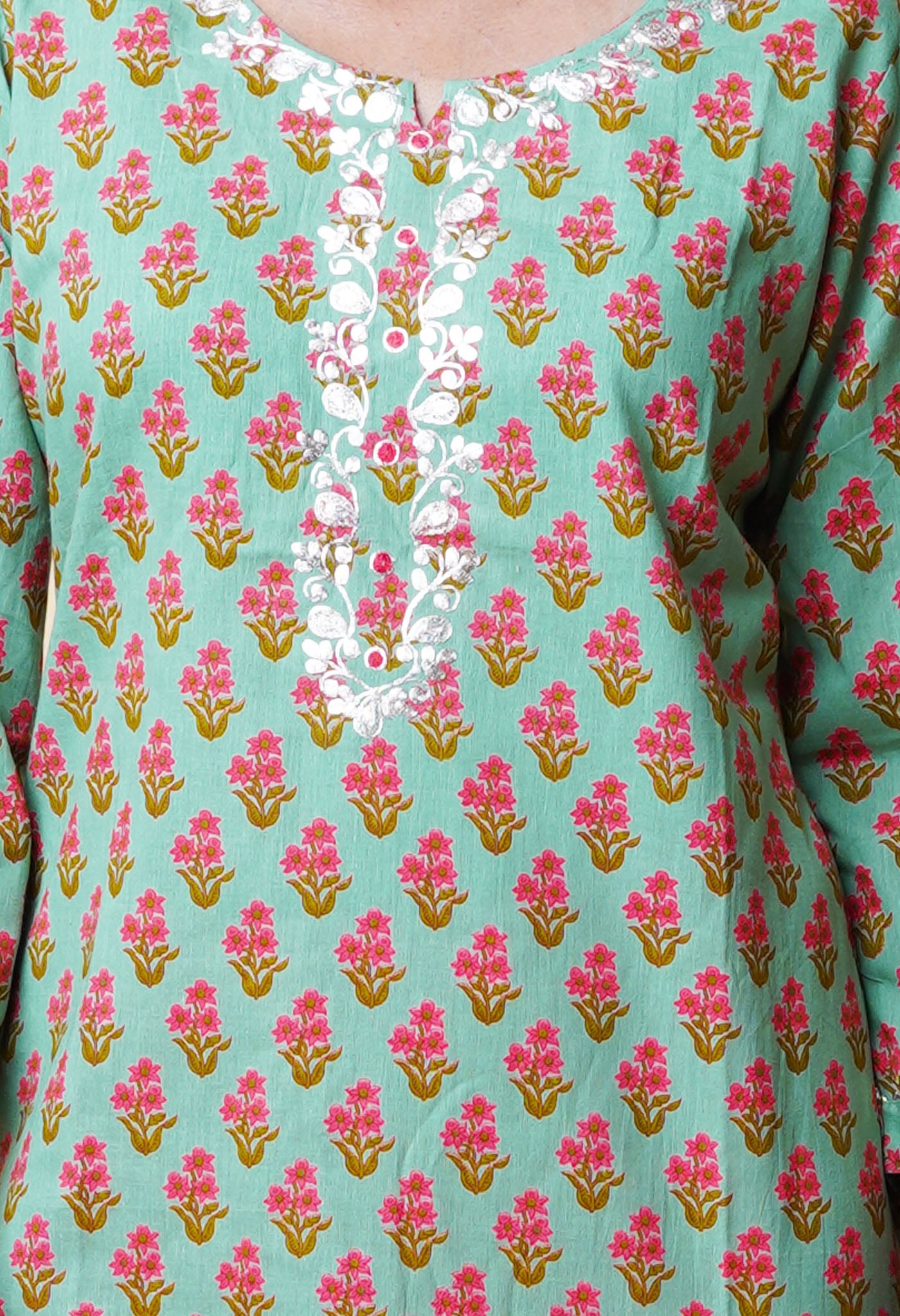
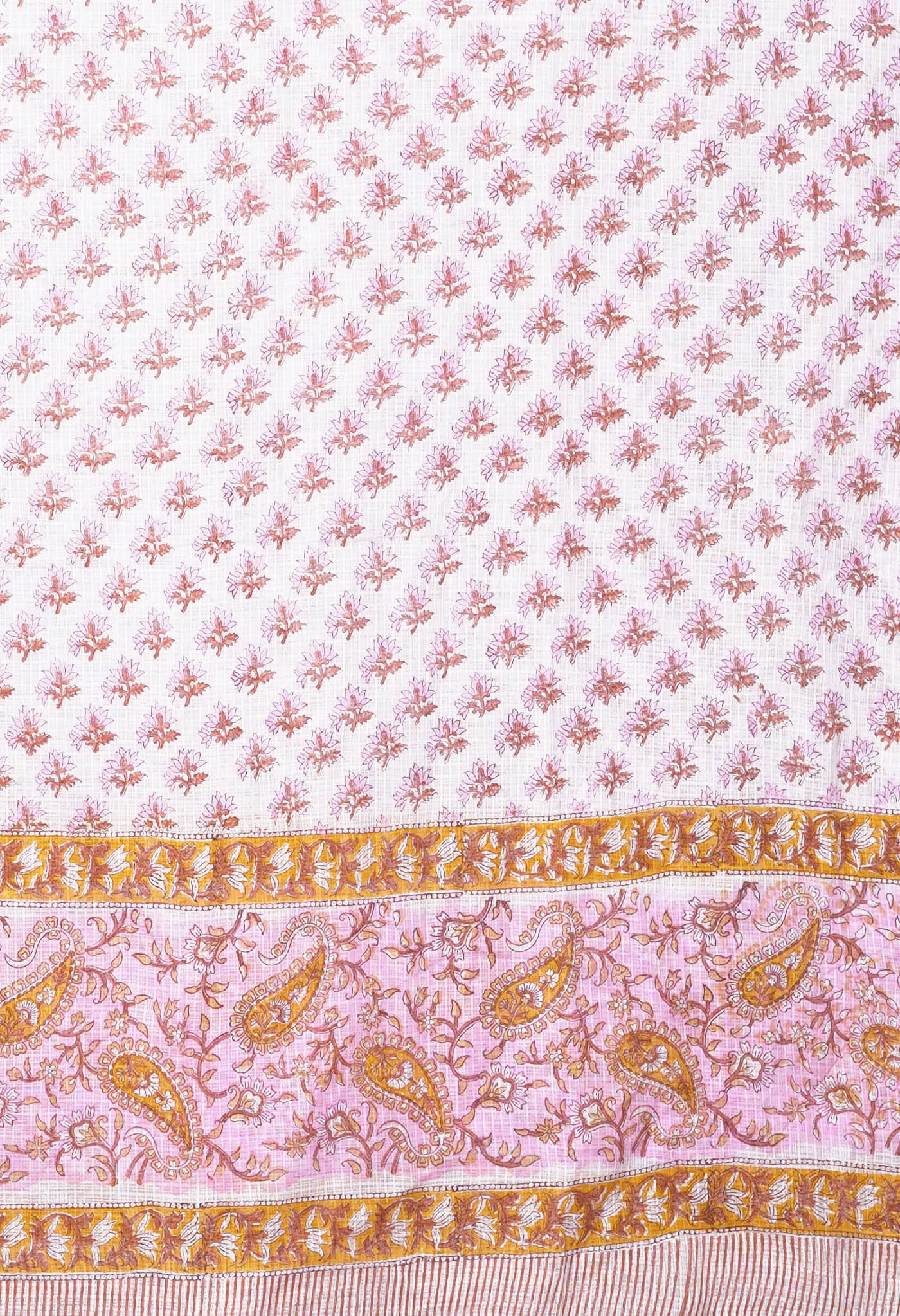
Reactive ink is used for cellulose based fibers such as cotton and linen.
In fact Inkjet Technology in digital textile printing has made it possible for single pieces, mid-run production and even long-run alternatives to screen printed fabric.
Inkjet printing on fabric has become possible on fabric with the use of fabric sheets with a removal paper backing so that the right amount of stiffness would be available for the fabric to be printed upon to pass through the printer. The paper backing would be removed after some time and the print would remain fast and durable on the fabric.
Today, major Inkjet Technology manufacturers can offer specialized products designed for direct printing on textiles, not only for sampling but also for bulk production.

Printing techniques can be classified as below:
- Direct Print
- Discharge Print
- Resist Print
- Pigment Print
- Reactive Print
- Acid print
- disperse print
- Specialty Print
Production requirements for digital textile printing
- Since there are many different applications and requirements, the intended use of the fabric is the most important starting point to identify exactly what’s needed to produce a specific end-product.
- A ‘textile’ product may vary from natural yarns for garments, through to synthetic fibers for flags and banners. A ‘textile product’ could be anything like a wall mounted or stand alone banner, a beach, country or company flag. Further it could be a carpet, back-lit frame, curtain, room divider, building wrap, bed cover, a garment etc. the range is enormous.
- Textile media used in visual communication could be Nylon as in the US, Poly spun material as in Europe, or the de facto standard as of today being woven or knitted polyester unlike the predominant coated vinyl or pvc medias used in the sign and display industry.
- The ink chemistry has to match the requirements for the medium (polyester, nylon, cotton, silk or whatever). The nature of the fabric further could be woven, non-woven or knitted. The inks could be high energy sublimation (disperse direct), low energy sublimation (dye-sub), acid, reactive or pigment. The process for the fixing of the ink on the fabric could be infra-red fixation, heat press sublimation or steaming.
- Polyester fabric – It makes use of dye-sub or disperse direct ink, although UV and solvent inks have also been used. Sublimation inks cause the colorants to bond with the fibre during the sublimation or fixation process.

The colours are ‘inside’ the media and don’t stay within the coating and on top of the media, as it is the case with UV-curable formulations.
[A coating is a covering that is applied to the surface of an object, usually referred to as the substrate. The purpose of applying the coating may be decorative, functional, or both. The coating itself may be an all-over coating, completely covering the substrate, or it may only cover parts of the substrate.]
Latex inks on porous textiles can suffer from crocking (Rubbing off of color as a result of improper dyeing, poor penetration, or poor fixation). Low energy sublimation ink though easier to print with, has the disadvantage of colors fading faster since its UV resistance or light fastness, is less resistant than equivalents using high energy disperse direct ink. Dye-sub can sometimes suffer from less sharp images.
That is why for outdoor use, disperse direct ink is the ink that is preferred for outdoor applications like fence fabric, flags, banners etc. for the artwork to last longer.
- Another benefit of aqueous-based sublimation ink is the absence of hazardous components as found in UV- curable, solvent and, even, latex inks.
- When executed properly, direct to media printing with disperse ink is achievable on uncoated fabrics and offers maximum print-through; this is essential in applications viewed from both sides, such as with flag printing.
- As such, products can be sold at a higher margin, with a ‘green’ label and with a higher quality. Other media and ink combinations cannot allow this.
- But what is viewed as its biggest advantage is the drastically reduced wastage of direct to media. No need to print on ‘transfer paper’ and then put it onto the media. Waste is seen as both an economical and an ecological factor in print production. Print speed doesn’t account for much if a large portion is being thrown away as waste due to incompatibility of media, ink, treatment or lack of know-how.
What is sought in the end product?
- The qualities of the printed end product should fit the needs of the application.
- Longevity, fastness and hand properties are important.
- Post-processing is something to think about:
Is the printed material easily confectioned, applied or handled?
Should it be washed or does it need a finish (e.g. fire retardant, water repellent)?
A washed textile no longer has coating or ink residues and will, therefore, have a better feel. Moreover, it will be less prone to stains and will last longer.
Caution - digital textile printing fabric will fade out with repeated washings, so it should be labeled as dry cleaning only, and the best way is washing by hand with cold water or using washing machine with gentle cycle and use mild detergent.
- For the inexpensive Inkjet Fabric Printing, not much in equipment and dyes is needed. A standard inkjet printer (e.g. HP, Epson) and specially treated, paper-backed fabric sheets. Inkjet fabric sheets are currently available in cotton, bamboo and silk online. The removable paper backing makes the fabric stiff enough to go through your inkjet printer. Once the ink is dry (1 hour to overnight for heavy ink coverage), simply remove the paper backing, follow the directions for a water dip to set the ink, let the fabric dry, and you are ready to sew.

And working out the economics
The traditional textile print industry is accustomed to mass production and with long runs to make it viable to profitable. It is also accustomed to several production steps.
Digital Textile Printing on the other hand can cater to short runs and piecemeal products as well as fairly economical runs that work out much faster and cheaper. And of course with new environmental concerns, there is significant impact on the business, by legislation and requests from customers for environment-friendly products.
Additionally, the impact on business by legislation and requests from customers with regard to environmentally friendly products, are increasingly becoming a factor.
The worldwide digital textile printing market for garment, home décor and industrial applications was experiencing strong growth of around 34% CAGR till sometime back, at a very conservative estimate.































































































{kind=link}